

Value Network Mapping: An Alternative to Value Stream Mapping
Table 1 Core Values of the Toyota Way
|
Continuous Improvement |
Respect for People |
|
Challenge: To maintain a long-term vision and meet all challenges with the courage and creativity needed to realize that vision |
Respect: Toyota respects others, makes every effort to understand others, accepts responsibility and does its best to build mutual trust |
|
Kaizen (Continuous Improvement): As no process can ever be declared perfect, there is always room for improvement |
Teamwork: Toyota stimulates personal and professional growth, shares opportunities for development and maximizes individual and team performance |
|
Genchi Genbutsu: Going to the source to find the facts to make correct decisions, build consensus and achieve goals |
How a Job Shop Differs from an Assembly Line
For every low-mix high-volume (LMHV) manufacturer such as Toyota, there are hundreds of high-mix low-volume (HMLV) manufacturers such as machine shops, fabricators, foundries, automotive collision repair shops, forge shops, etc. They should not implement Lean the same way as would Toyota because an HMLV production system does not operate like an LMHV production system! There is not a single Toyota facility where any of their automobile assembly lines is also making refrigerators or bicycles or tractors! Also, an assembly line that uses a conveyor to move a product (or product family) through a fixed sequence of work stations is inflexible. It could not make other products whose manufacturing routings, Bills Of Materials, and processes used to make the final product are different from those used to make automobiles. Finally, even a mixed model assembly line needs to be flexible enough only to build a limited variety of automobiles whose annual demand provides sufficient return on investment to justify continued operation of that line. Please click here to read an online article that compares the five traditional production systems (Project ex. building construction, Jobshop ex. print shop, Batch ex. heat treatment, Assembly Line ex. automobile production and Continuous Flow ex. oil refinery) on criteria such as Flow, Flexibility, Product Mix Diversity, Volume, Capital Investment, Variable Cost, Labor Content and Skill. Some of the characteristics of a jobshop that make it radically different from an assembly line are:
- It fulfills orders for a diverse mix of 100’s, sometimes 1000’s, of different products.
- Manufacturing routings differ significantly in their equipment requirements, setup times, cycle times, lot sizes, etc.
- The facility has a Functional Layout i.e. the facility is organized into departments (“process villages”) such that each department carries equipment with identical/similar process capabilities.
- Demand variability is high.
- Production schedules are driven by due dates.
- Due dates are subject to change.
- Production bottlenecks can shift over time.
- Finite capacity constraints limit how many orders can be completed on any given machine on any day.
- Order quantities can range from low to high.
- Lead times quoted to customers must be adjusted based on knowledge of the production schedule.
- The diverse mix of equipment from different manufacturers makes operator training, maintenance, etc. more challenging than for an assembly line.
- It is a challenge to identify the part families in the product mix.
- Customer loyalty is not guaranteed.
- It is necessary to be able to serve different markets. In fact, a job shop must deal with the tendency for their product mix to alter as their customer base changes or they hire new sales and marketing staff who bring with them their past business contacts from new sectors of industry.
- It could be a challenge to recruit and retain talented employees with a strong work ethic, a desire to learn on the job and get cross-trained to operate different machines.
- There are limited resources for workforce training.
- It is hard to control the delivery schedule and quality of suppliers.
- It is hard to negotiate the due dates set by customers.
- Production control and scheduling is more complex.
Lean is Necessary for Every Manufacturer But ….?
Lean was pioneered by the Lean Enterprise Institute. It has the Toyota Production System (TPS) in its DNA. Lean is the reason why the TPS has been universally adopted (and adapted) by thousands of manufacturing facilities, hospitals, warehouses, government offices, etc. all over the world. Lean has a proven track record for helping any business improve their quality, free up wasted production capacity to absorb more business, cut costs, create a safe workplace, improve workforce morale, etc. Please click here to hear a presentation Overview of Lean Manufacturing. However, it is disconcerting that almost all implementations of the 5-step Lean Thinking Process for implementing Lean are being done using tools developed for high-volume repetitive assembly! Does a handyman use the same set of tools for each and every repair job that he/she undertakes? Similarly, the tools needed to design and operate an automotive assembly line are radically different from the tools needed to design and operate a small-to-medium size HMLV manufacturing facility, such as a forge shop, machine shop, fabrication shop, tool & die shop, etc. Table 2 provides my personal assessment whether the popular Lean tools would work in any HMLV facility, especially a job shop. Please note that Value Stream Mapping leads off my list of tools that apply to at most a limited segment of a jobshop’s entire business.
Table 2 Lean Tools that will (or will not) Work in Most Jobshops
|
Tools that will Work in Most Jobshops |
Tools that will not Work in Most Jobshops |
|
Strategic Planning (aka Hoshin Kanri) |
Value Stream Mapping |
|
Top-Down Leadership |
Assembly Line Balancing |
|
Employee Involvement |
One-Piece Flow Cells |
|
5S |
Product-specific Kanbans |
|
TPM (Total Productive Maintenance) |
FIFO Sequencing at Workcenters |
|
Setup Reduction (SMED) |
Pacemaker Scheduling |
|
Error-Proofing (Poka-Yoke) |
Inventory Supermarkets |
|
Quality At Source |
Work Order Release based on Pitch |
|
Visual Controls & Visual Management |
Production based on Level Loading (Heijunka) |
|
Product and Process Standardardization |
Mixed Model Production with Takt Time |
|
Right-sized Machines |
|
|
Jidoka |
|
|
Standard Work |
Adapting Lean for High-Mix Low-Volume Small and Medium Enterprises
JobshopLean is an operations-focused manufacturing strategy that seeks to conquer the complexity of HMLV (high-mix low-volume) manufacturing. JobshopLean integrates (1) IE (Industrial Engineering) science, (2) the practical CI (Continuous Improvement) methods of Lean, Six Sigma and Theory Of Constraints and (3) management steeped in The Toyota Way. Please click here to hear the presentation Why the Toyota Production System is Unsuitable for Jobshops. JobshopLean focuses on improving the execution of the key IE functions listed in Table 3 that just about any manufacturing, service, distribution, health care, government, etc. organization must execute well in order to be profitable!
Table 3 IE Functions that Envelop the Lean Tools
|
Basic IE Functions |
Advanced IE Functions |
|
Time Studies |
Variety Reduction with Group Technology |
|
Cost Reduction |
Product Mix Segmentation |
|
Workplace Design |
Inventory Control |
|
Facility Layout |
Design for Automation |
|
Material Handling Analysis |
Warehouse Management |
|
Cellular Manufacturing |
Production Planning |
|
Process and Product Standardization |
Finite Capacity Scheduling |
|
Incentive Programs |
Ergonomics |
|
Communications |
Shop Floor Control |
Implementing JobshopLean using Value Network Mapping
Value Stream Mapping (VSM) is a manual method that is effective for implementing Lean in any LMHV (low-mix high-volume) environment. According to Karen Martin, President, The Karen Martin Group, Inc., VSM “is an enabler for:
- Sparking necessary and sometimes difficult conversations
- Creating a common understanding about how work actually flows (or does not flow)
- Providing a platform for gaining consensus around innovative improvements and a plan (going) forward, including resources needed, time frames, ownership, etc.”
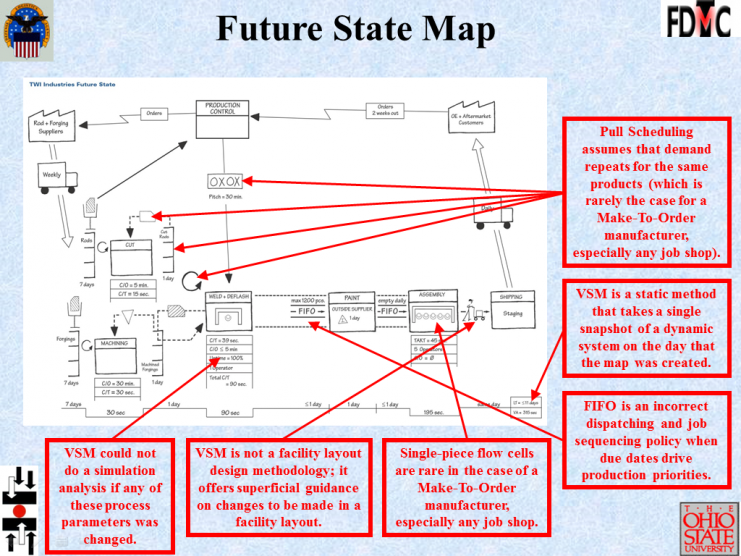
However, I maintain that VSM is useless for implementing Lean in any HMLV (high-mix low-volume) environment, such as a machine shop, fabrication shop, forge shop, foundry, Make-To-Order vertically-integrated facility, etc. where numerous orders that follow different manufacturing routings are in production on any given day! Figure 1 shows some of the limitations of the method using a Current State Map. Figure 2 shows some of the limitations of the method using a Future State Map. Additional limitations of VSM are listed on Page 3 of this paper that I presented at a conference in 2001.
Figure 1 Shortcomings of Value Stream Mapping (Current State Map)
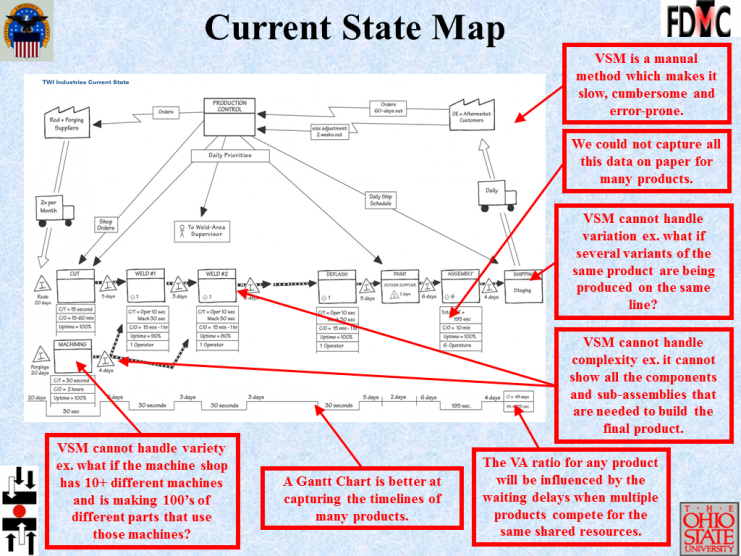
Figure 2 Shortcomings of Value Stream Mapping (Future State Map)
Instead of Value Stream Mapping, I use a method – Value Network Mapping (VNM) – that overcomes the numerous shortcomings of VSM. Please click here to hear a presentation on Value Network Mapping. A more up-to-date and comprehensive description of Value Network Mapping, including the case study that I will present at FABTECH 2016, is provided in a feature article that I wrote for the Lean Division of the Institute of Industrial and Systems Engineers (IISE). If you subscribe to The FABRICATOR®, you may be able to obtain an electronic copy of the article titled Developing the Value Network Map that appeared in the April 2011 issue (Pages 37-39).
Let’s Talk Before FABTECH 2016!
If you are a high-mix low-volume (HMLV) manufacturer and have customized the implementation of Lean in your facility or you would like to know how to implement JobshopLean, please get a conversation going before FABTECH 2016 and email me at ShahrukhIrani1023@yahoo.com! If you are interested in learning more about JobshopLean, you could join and access the archives of the online discussion group, JSLEAN, that I created in 2001 and moderate to this day. In addition, please click here to access a sample issue of The JobshopLean Advisor, a newsletter devoted to sharing ideas and solutions for the challenges of high-mix low-volume manufacturing.
Hear more from Dr. Irani at FABTECH in Session F32: Lean Tools: Flow and Pull on Wednesday, Nov. 16: 1:30 – 3:30 PM . Learn more here.
