

Submerged Arc Welding Quality Issues
Reprinted with permission: The AWS Welding Journal While this process usually produces high-quality weldments, here are some of the quality issues that can arise and their causes The main advantage of using the submerged arc welding (SAW) process is high quality and productivity. The process can be implemented in three different operational modes — semiautomated, mechanized, and automated.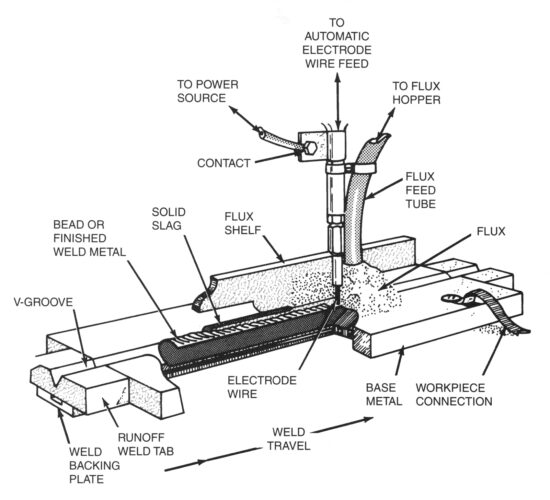 The main disadvantage of submerged arc welding is that it can be used only in the flat or horizontal welding positions (test positions 1G or 2G) for plate and pipe welding.
Weld Quality
Because of the excellent protection of the weld metal by the blanket of molten slag, SAW can produce high-quality welds with fewer weld defects than other processes. However, as in other processes with many combinations of variables, the problems of porosity, slag inclusions, incomplete fusion, and cracking also occur in SAW. The following are some of these problems and remedies.
Porosity
Welding metal deposited by SAW is usually clean and free of harmful porosity, but when porosity does occur, it may be found on the weld bead surface or beneath a sound surface. Possible causes of porosity include the following:
The main disadvantage of submerged arc welding is that it can be used only in the flat or horizontal welding positions (test positions 1G or 2G) for plate and pipe welding.
Weld Quality
Because of the excellent protection of the weld metal by the blanket of molten slag, SAW can produce high-quality welds with fewer weld defects than other processes. However, as in other processes with many combinations of variables, the problems of porosity, slag inclusions, incomplete fusion, and cracking also occur in SAW. The following are some of these problems and remedies.
Porosity
Welding metal deposited by SAW is usually clean and free of harmful porosity, but when porosity does occur, it may be found on the weld bead surface or beneath a sound surface. Possible causes of porosity include the following:
- Contaminants in the joint such as paint residue, hydrocarbons from oil-based products, or manufacturing coatings;
- Electrode contamination such as rust oils from improper storage;
- Insufficient flux coverage;
- Contaminants in the flux, especially in recycled fluxes that may be reused without proper screening;
- Entrapped slag at the bottom of the joint;
- Segregation of constituents in the weld metal;
- Wrong welding parameters, such as high voltage and excessive travel speed, which cause fast solidification and prevents gases from escaping;
- Slag residue that has oxidized from tack welds made with covered electrodes (residue may also form gases, inhibit fusion, and create voids);
- Moisture in the flux, which can create both hydrogen and oxygen gas pockets;
- High flux burden; and
- Arc blow.
- In downhill orientations, which may allow the molten flux to race ahead of the weld pool and then roll under to become entrapped during solidification;
- In grooves along the edges of previously deposited beads, especially if they are convex;
- If there is undercut along the edges of the weld beads;
- When arc destabilization inhibits the slag from rising to the top of the solidifying weld pool;
- When a flux too high in viscosity is used, impeding the solidification of the weld pool;
- When a clean prior bead surface is not maintained;
- In the case of improper welding head displacement, particularly in the downhill orientation;
- In the case of reduced penetration due to reduced heat input, supplemental wires or powders, increased electrode extension, excessive travel speed, or reduced arc density; and
- In the case of excessive travel speed, which causes faster cooling and may inhibit the slag from rising to the top of the weld pool.
- Incorrect joint preparation or procedure,
- Presence of slag or oxide residue,
- Arc instability,
- High travel speeds,
- Insufficient heat input, and
- Improper displacement, angle, or position of the welding head.
- Excess depth-to-width ratio (high penetration processes with single-pass procedures such as SAW are especially susceptible);
- Excessive concavity (inability to accommodate strains) especially with fillet welds;
- Inadequate fill at weld bead stopping points (decreases ability to accommodate strain), which can cause crater cracks; and
- Chemical contamination, especially from sulphur or hydrocarbon-bearing compounds.
